|
|
|||||
|
|||||

|

ALTERNATE METHODS OF INSPECTION AND POSSIBLE SHORTCOMMINGS OF THE PROCESSES:
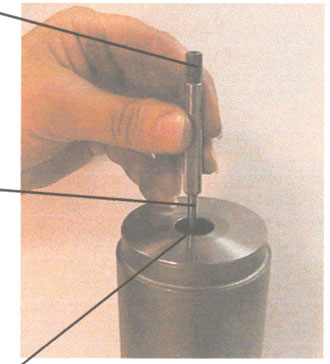
Small hole gages used by experienced inspectors are capable of detecting very small pockets and improper tapers in cavities. The person doing the inspection must be competent to detect this and the problem can be overlooked even by the most experienced. The size of the pocket is also very hard to determine by this approach. If the buyer does not have extensive experience knowledge of this procedure, the discipline to quality of the Die provider must be weighed before the purchase is made.
Adjustment ratchet to facilitate small changes on gage size.
Small diameter bore gage. The ability of this instrument to detect small diameter changes is determined by the skill of the person using it.
|
|
Cavity of die being inspected. |
There is very little in the way of alternatives for the surface finish other than machines made for this procedure. These surface finish gages have limitations on the ability to penetrate the size holes that are most prevalent in the industry. Again, as with the integrity of the bore discussed above, if the buyer does not know the die, he must have intimate knowledge of his supplier.
|
Site design and maintenance by Rockford Web Design
comments and questions about the site: webmaster@rockfordwebdesign.com